

在沖壓前,管坯擺放在下(xià)模上,将内芯及端模裝入管坯,上模向下(xià)運動開始壓制,通(tōng)過外模的(de)約束和(hé)内模的(de)支撐作用(yòng)使彎頭成形。
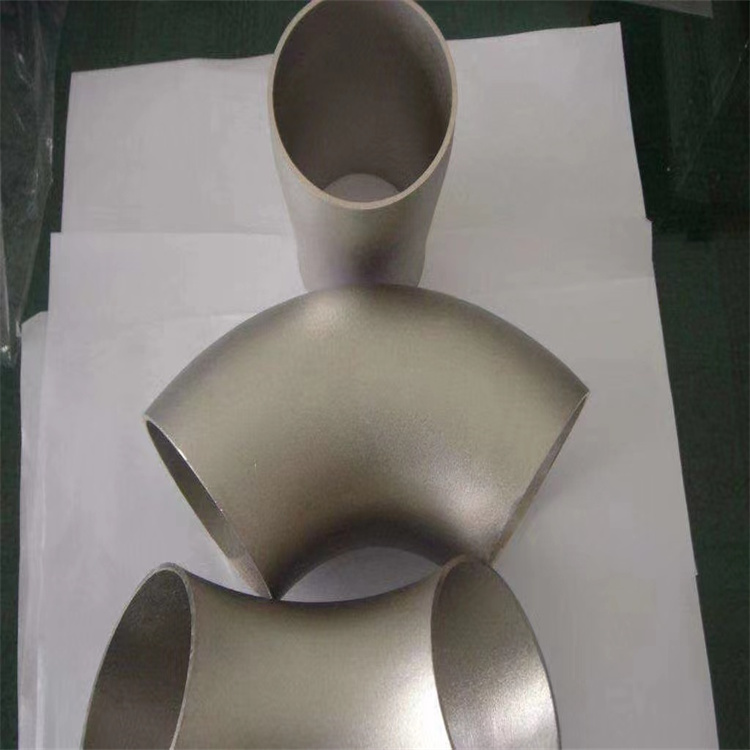
與熱(rè)推工藝相比,沖壓成形的(de)外觀質量不如前者;沖壓彎頭在成形時(shí)外弧處于拉伸狀态,沒有其它部位多(duō)餘的(de)金屬進行補償,所以外弧處的(de)壁厚約減薄10%左右。但由于适用(yòng)于單件生産和(hé)低成本的(de)特點,故沖壓彎頭工藝多(duō)用(yòng)于小批量、厚壁彎頭的(de)制造。
沖壓彎頭分(fēn)冷(lěng)沖壓和(hé)熱(rè)沖壓兩種,通(tōng)常根據材料性質和(hé)設備能力選擇冷(lěng)沖壓或熱(rè)沖壓。
冷(lěng)擠壓彎頭的(de)成形過程是使用(yòng)的(de)彎頭成形機,将管坯放入外模中,上下(xià)模合模後,在推杆的(de)推動下(xià),管坯沿内模和(hé)外模預留的(de)間隙運動而完成成形過程。
彎頭的(de)材料有鑄鐵、不鏽鋼、合金鋼、可(kě)煅鑄鐵、碳鋼、有色金屬及塑料等。與管子連接的(de)方式有:直接焊接.法蘭連接、熱(rè)熔連接、電熔連接、螺紋連接及承插式連接等。按照(zhào)生産工藝可(kě)分(fēn)爲:焊接彎頭、沖壓彎頭、熱(rè)壓彎頭、推制彎頭、鑄造彎頭、鍛制彎頭、卡夾彎頭等。其他(tā)名稱:90°彎頭、直角彎、愛(ài)而彎、白鋼彎頭等。